
时间: 2023-12-19 07:10:17 | 作者: 亚盈平台
Q:车床中运用复合循环G71~G73指令呈现PS0061#报警是什么原因?
呈现复合循环G71~G73指令呈现PS0061#报警,主要是参数设置过错所导致。

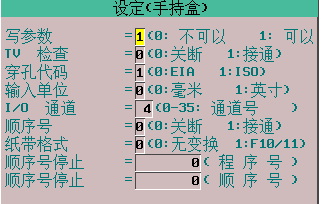
规范纸带格局为0,若需求F10/F11格局,请设置此参数,设置时必定要注意。
![]()
![]()
假如您运用的体系是0i-D、30i/31i/32i体系,查看并设置参数5148
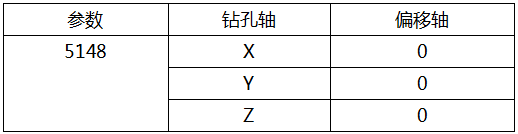
此参数在精镗孔循环、反镗循环中设定主轴定向后的回退轴和回退方向。可以对应于每个钻孔轴,设定定向后的回退轴和回退方向。设定带有符号的轴号。
查看参数3401#0设定的指令单位,查看程序指令格局及指令的偏移量。都是必不可少的。
![]()
![]()
答:您好,这个报警上期现已做过介绍,SV476报警是带有双安检功用的报警,其意义便是“当安全查看信号有用时,查看的机床运转的速度超越参数(No13821~13824)所设定速度”。
结合您当时的状况,应该是机床振荡后报警产生,所以为什么振荡是需求您这边去承认和查看的。
1、首要承认报警呈现时,有没有固定在某个程序上、某个单节上,假如是的话,从工艺方面动身是不是能进行提调整,比方速度、切削量等。
2、假如没有规则,且产生频频,可能是这几种状况,机械问题、参数、器材毛病。
3、首要您可以从参数下手,对减震比较有用的参数是No2021(速度增益),可以测验下降参数,看有没有改变。假如调整起伏很大但毫无效果的话,请查看机械。
4、假如参数和机械查看没问题状况下,也可测验替换电机、放大器,假如机械端带有光栅尺的话,也可以终究靠屏蔽光栅尺的办法来判是否是尺子的问题。
![]()
答:M指令的履行进程大致可分三步,榜首步由PMC读取CNC宣布M指令,第二部在PMC中经过梯图完结其动作输出,第三步动作完结后经过PMC中的完结信号反馈给CNC完毕M指令。
关于M指令功用不正常可能是以下原因引发的,榜首CNC是否读取了M指令,M指令数值是否现已过(F7.0)信号输入PMC中,可经过信号状况画面查询。第二M动作是否得到了输出,例如M08意义是切削液翻开,那么冷却阀信号是不是现已输出,这可经过查询梯图中输出信号的状况和逻辑进行全方位查看(Y或G信号)。第三是否完结信号(G4.3)也便是动作到位信号正常给出。例如冷却敞开信号是否输出,经过梯图逻辑进行剖析。
![]()
![]()
答:FANUC FOCAS为发那科开放体系用函数库,暂时还没有下载的当地。别的,官网请求会员问题,各项信息填写需求清楚后,再试下。
![]()
![]()
答:确诊760和761是伺服放大器所检测到电机R相、S相电流有用值,其值巨细反响电流的巨细(但不代表实践的电流值)。
![]()
![]()
答:两种办法,1、开机初始画面最上方会显现,例如D4F0-XXXX。2、开机、按[SYSTEM]—[SYSTEM]-[PAGE DOWN],显现“体系软件装备”,榜首个“NC BASIC”即为体系软件版本号。
备案号:粤ICP备19039425号 主要专业从事机器人系统维修,变频器维修,伺服驱动器维修,直流调速器维修,触摸屏维修, 欢迎来电咨询!

